前回は異なるバッチの材料を使用したEOS M 290そのものの能力調査についてご紹介しました。この記事では異なる場所に設置された3Dプリンター EOS M 290を、それぞれ違うオペレータが操作して造形したテストパーツによる調査で検証された内容についてご紹介します。
Source ; EOS Aydın Yağmur, Ferdinand Endraß: M 290 Multi-Machine Capability Study
複数のEOS M 290による性能調査
分散製造が異なる製造現場や異なるオペレータによって業務が運用されることを前提に、EOS M 290単体の性能調査を拡大し、ドイツとフィンランドのEOS拠点にある2台の3Dプリンターをさらに追加し、全部で3台の3Dプリンターを用いて機械的特性の再現性を検証しました。尚、実験は異なる材料バッジで実施されました。
引張試験
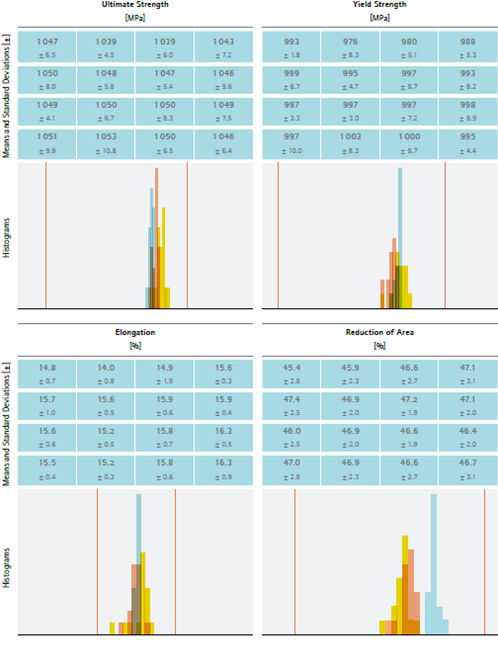
降伏強度、引張強度、伸び、絞りの全ての項目で、ASTM F3001で定義された最低限の値を上回りました(図1)。
図1.熱処理(800℃、2時間)された引張試料の要求値と平均値および標準偏差(Source:EOS)
複数装置でのプロセス性能
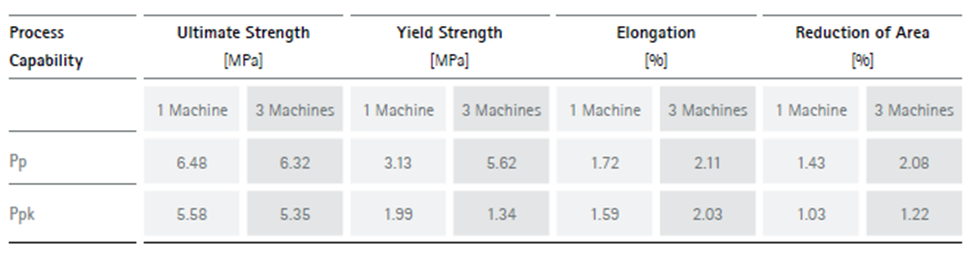
異なる場所や3Dプリンターで造形する場合、許容範囲内で造形できるプロセスが重要な要件の1つです。そのためには、品質特性の分布が中心値付近に集中しており、ばらつきが小さく安定した状態を保つことが求められます。3Dプリンター単体では既に分布と外れ値を調査していますが、複数台の3Dプリンターでも表1のように、ばらつきの基準となる要件(>1.33)を上回る結果を得られました。
表1. 1台と3台の3Dプリンターの工程能力の比較(Source:EOS)
造形位置への依存性
位置のばらつきについてのプロセス性能の評価では、わずかに位置依存が観察されましたが、全ての試験片はASTM F3001の要求を上回り、標準偏差も低くなりました(図2)。
図2.造形位置に依存する3台の3Dプリンターの熱処理後の引張特性(Source:EOS)
複数のEOS M 290性能について
この結果により、複数台であっても機械的特性の再現性は、3Dプリンター単体の検証結果の延長線上にあると言え、EOS M 290が分散製造への準備が整っていることを証明しました。