
「3Dプリンターとは?」を簡単に、どこよりも詳しく説明します。

Additive Manufacturing(アディティブ・マニュファクチャリング)の略で、3Dプリンター技術を意味する言葉です。
粉末材料を一層ごとにレーザーで溶融し積層する(=Additive)ことによって立体物を造形する(=Manufacturing)手法のことを指す用語で、日本語では粉末積層造形とも呼ばれます。
AM技術という呼び方は、産業用3Dプリンターの世界では最もメジャーな呼び方となっています。
例えば、金属3Dプリント技術のことは「金属AM」と呼ぶのが一般的です。
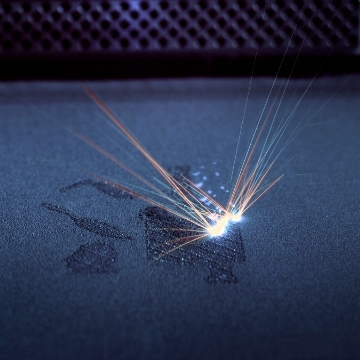
産業用3Dプリンターで最も一般的なLPBF方式(Laser Powder Bed Fusion/粉末床溶融結合法)とよばれる技術は、材料となる金属や樹脂の粉末をレーザーで溶融させる、溶接技術の一種です。
3Dデータを”スライス状”にした2次元データを作成し、3Dプリンターに転送、造形(3Dプリント)が開始されます。
プリンターの内部では、リコーターと呼ばれる機構が粉体材料を薄く敷き詰め(=リコーティング)、スライスデータの通りにレーザーが材料を溶かし、形状を作り出します。
繰り返し何層も積み上げて立体を作るため、パウダーベッド方式は「積層造形」とも呼ばれる技術です。
レーザー溶接の技術であるため、金属素材の強度としては溶製材よりも強く、鍛造材に近い強度となります。
3DCADなどの設計ソフトウェアを用いて、造形したいパーツの3Dデータを用意します。
金属の場合は設計制約を考慮した設計(DfAM*)を行うことをお勧めいたします。
*DfAM=Design for AM
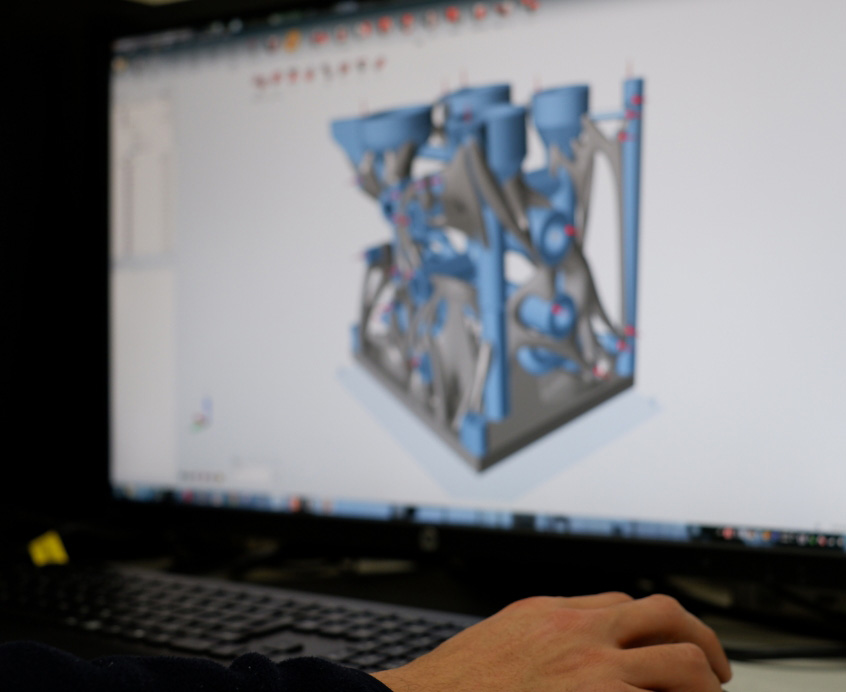
金属AMでは、「サポート」と呼ばれる”パーツを支える構造”を別途設計する必要があります。
空間上に立体成形するため、足場のない“オーバーハング”となる箇所はレーザーの熱が逃げにくく、熱溜まりが発生し、造形不良を起こします。
材料や積層厚み、レーザー照射パラメータにも依存しますが、目安としてはおよそ40度以下の確度になるものはサポートが必要です。
これを回避するためには、DfAMでサポートを必要としない形状に再設計する方法と、パラメータ開発を行い造形できるようにする方法があります。
ただ、サポートは完全な悪者ではなく、レーザー焼結時の熱伝導率を上げて、金属AM特有の残留応力による変形を防ぐ役割にもなり、適切なサポート設計で造形物の仕上がりを良くすることができます。
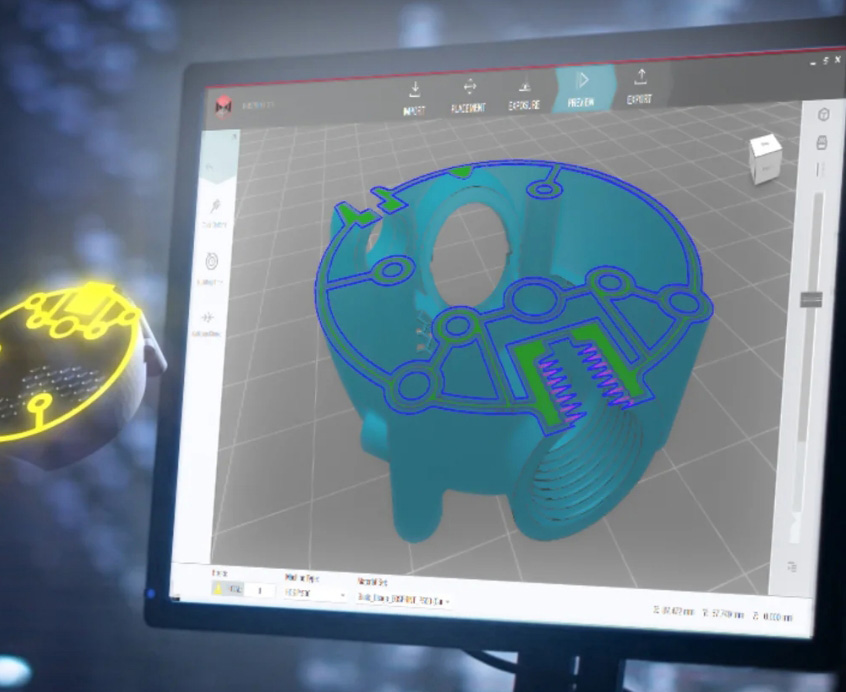
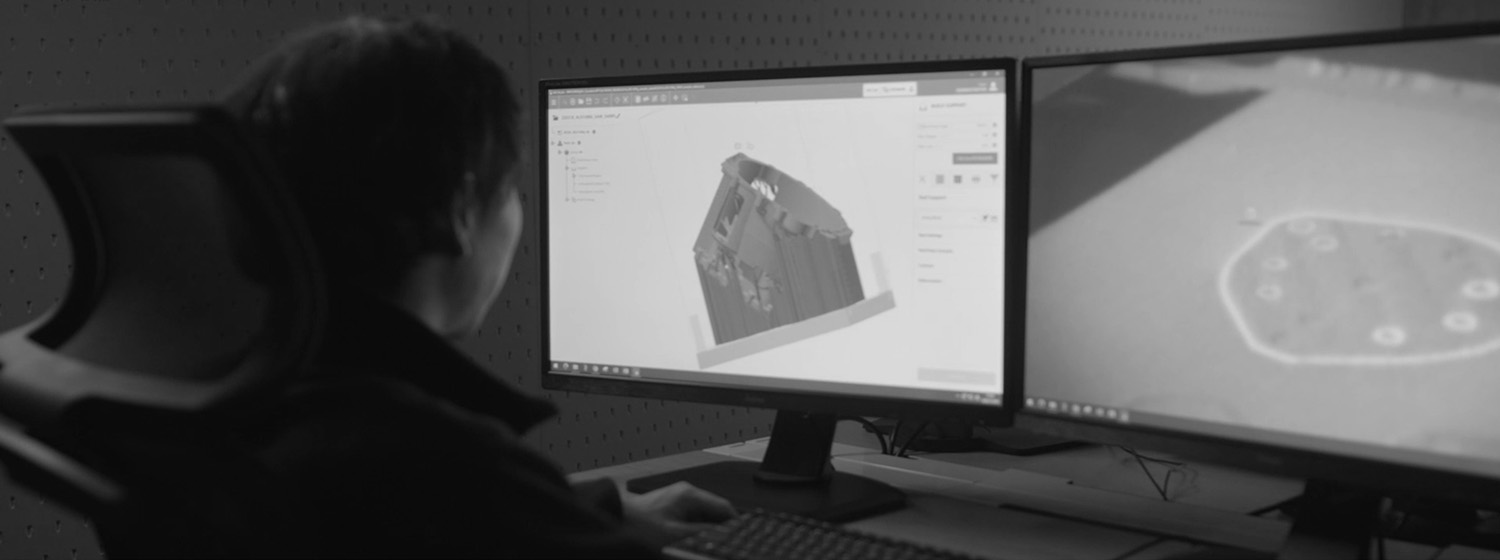
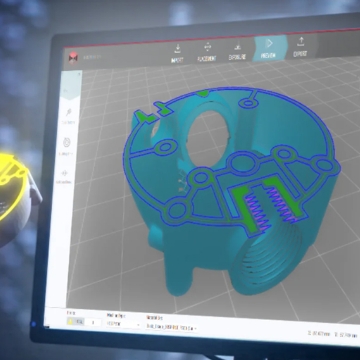
一層一層積み上げて造形するため、3Dデータを輪切りに”スライス”した2次元データに変換する必要があります。
このスライスにしたパーツのソリッド部分を、レーザーで塗りつぶすように照射していきます。
EOS装置ではEOSPRINTという造形準備専用のソフトウェアをご用意しており、スライスデータの作成と、どのようにレーザーで塗りつぶすかを決めるレーザー照射パラメータの設定が可能です。

スライスデータを装置に転送し、いよいよ造形開始です。
金属AMの場合、ベースプレートと呼ばれるプレート上からパーツの照射が始まります。
樹脂の場合はプレートを必要としません。
造形時間の参考:
左の写真パーツは24時間で造形が完了します。
完了までの24時間は完全に無人稼働です。
(手のひらサイズのパーツ×8個。土台のベースプレートは25cm角サイズ)
※ベースプレート及び充填していた材料粉末は再利用可能です。

金属AMの場合、ベースプレートからパーツを切り離す作業が必要となります。
また、サポート構造があるものについては、それらを取り除く作業が発生します。
つまり、いかに取りやすく無駄のないサポート構造を設計するかもエンジニアの腕の見せ所です。
材料や形状によっては、残留応力の除去のために熱処理後にプレートから切り離す必要があります。
また、熱処理によって狙った材料特性を導き出すことも可能ですが、これらには冶金学の専門知識が必要とされます。
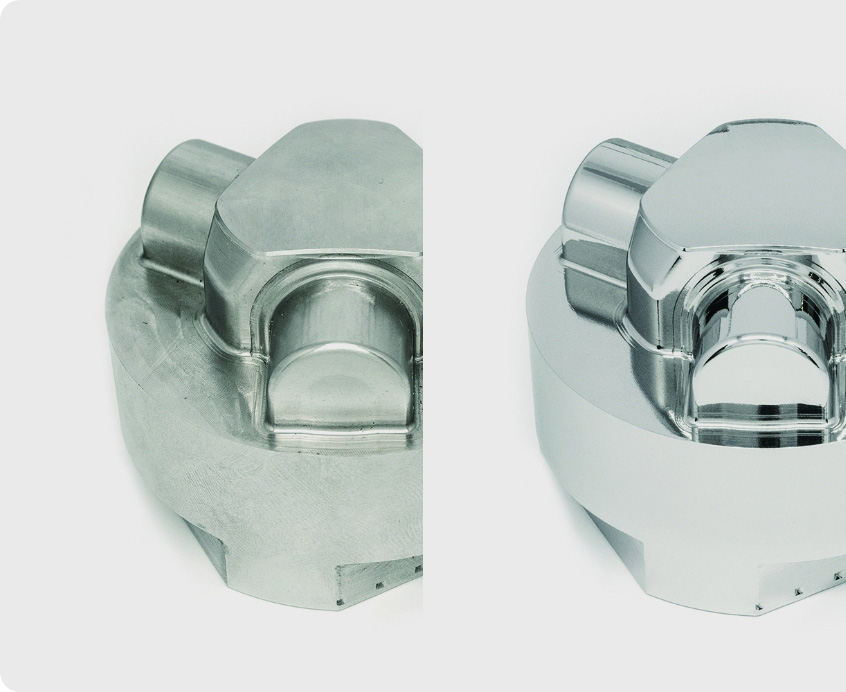
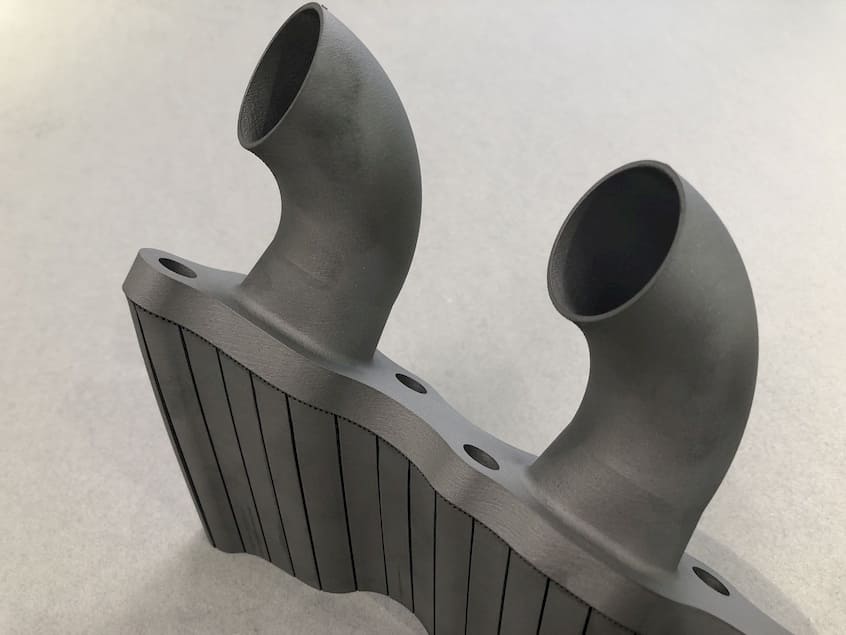
金属AMのウィークポイントとして挙げられるのは「面粗度の悪さ」です。
もちろんパラメータ開発によって大幅な改善が可能ですが、削り出しによる部品と比較するとやはり劣ります。
従来からの研磨技術だけでなく、乾式電解研磨などの新しい技術も掛け合わせ、最終製品へと仕上げていきます。
接合部などで寸法公差が厳格に設定されている場合は、予め削り代を含んだ設計を行い、AM造形後に機械加工を入れることをお勧めします。
AMの寸法精度:
パラメータ開発で改善可能ですが、目安としては以下の通りです。
小さなパーツ(~50mmまで):±40μm
大きなパーツ(50mm~):寸法に対して±0.2% (25cm角サイズで±0.5mm)
形状や材質にも依存しますので、詳しくはお問い合わせください。
3Dプリンターさえあれば始められる、
という訳ではなく、
これまでの説明の通り
実は色々な物が必要になります。
<必要最低限なもの>

それぞれの3Dプリンターメーカーが、装置に合わせて独自のスライスソフトを用意しています。EOSであればEOSPRINTと呼ばれるソフトウェアでスライスデータを作成し、レーザー照射のパラメータを設定するなど、装置にデータを転送する前の造形準備を行います。
産業用3Dプリンターではパウダーベッド方式が一番主流です。この方式では弊社が取り扱うEOSの他に、SLM Solutions、TRUMPF、3D Systems、RENISHAW、Concept Laser (GE)などがあります。

金属AMの場合はベースプレートと造形物とを切り離すワイヤーコンターマシンが必須です。その他には用途に応じてブラストやバレルなどの表面処理用の設備が必要となります。弊社が販売している乾式電解研磨DLyteも表面処理ソリューションの一つです。
特に設計や後処理の部分については、
お客様の目的によって必要となるものが異なります。
詳細についてはお問合せください。