岐阜県でR31スカイラインのレストアを行う柴田自動車株式会社様が、
絶版車の修理に金属AM技術(Additive Manufacturing技術=3Dプリンティング技術)を活用した事例をご紹介します。
以下、3Dプリンティング技術のことを「AM技術」と記載。
課題
R31はインナーパネルが錆びてしまう事が多く、どの車体もだいたい同じ箇所が錆びるため、修理に必要となる部品も同じです。
しかし絶版部品であるため、他の車体から部品取りをして修理をしていましたが、部品取りができる車も年々減少し修理が困難となっていました。
部品取りができなくなってからは、職人が金属の板をひたすら叩いて形にしているため、納期とコストが課題となっていました。

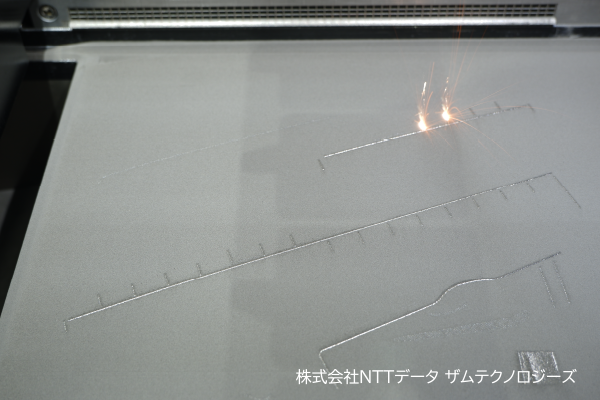
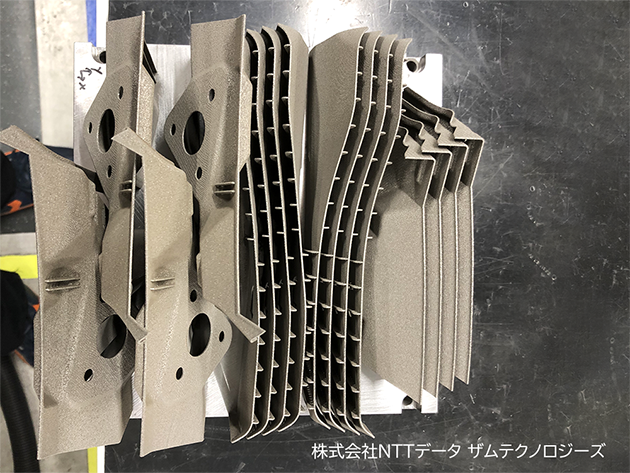
人が叩いて形を作るには時間とコストがかかる。(写真は金属AM造形物)

プロセス開発・造形
パネル同士の溶接性を考慮し、材質はEOS MS1(マルエージング鋼)に決定。
第一回目の試作品を試してもらった際、造形物が硬すぎて、以下のような課題が出てきました。
- 硬すぎて溶接時に微調整ができない
- 硬すぎてスポット溶接用の穴を開けにくい※
- ターゲットコストに達しない
XAMによるプロセス開発 1
熱処理条件の考案
今回のために新たな熱処理条件の考案を行うことで、
必要な強度を維持しながら硬度をHRC52程度からHRC42程度まで下げることに成功しました。
これにより溶接用の穴開けも容易となりました。

XAMによるプロセス開発 2
サポート構造と形状の最適化
残留応力による熱歪みを抑えるサポート構造の最適化や、
変形箇所に逆変形をかけたモデルに再設計することで、寸法精度を向上させ溶接時の調整を極力不要にすることができました。
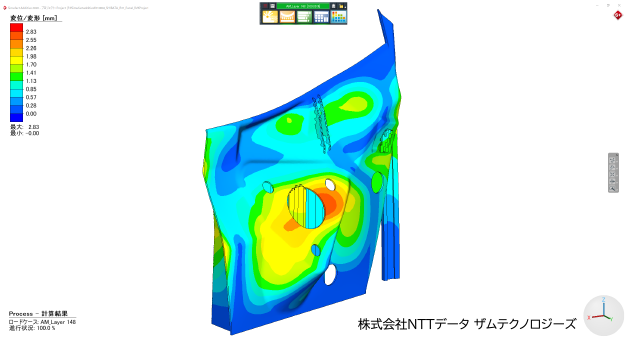
金属AMでは、造形前に熱歪み解析を行い、事前にどこがどれくらい変形するかを予測します。
その変形予測箇所に対してサポート構造の最適化や逆変形を掛けることで寸法精度を向上させます。
上の図では青い部分が3Dデータのままに近い値(±0)で、赤い部分がより大きく寸法が乖離していく部分です。
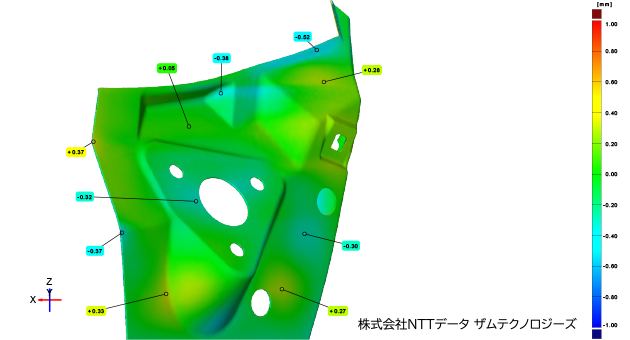
造形後には出来上がった実際の造形物を三次元測定し、元のCADデータと照らし合わせることで寸法精度を確認します。
上の図では緑色の部分が元のCADデータと同じ値(±0)となり、この造形物は±0.5mm以内に収まりました。
XAMによるプロセス開発 3
コスト削減
一回の造形でより多くの部品を積むことで、部品単価が下がります。
また、サポート構造を最小限に抑えることで、造形時間が短縮し、後処理にかかる工程も削減、結果的にコスト削減に繋がります。
これには造形配置の最適化とサポート構造の最適化を行う必要があります。
これら3つのプロセス開発を行うことで、量産に適用できる最終製品が仕上がりました。
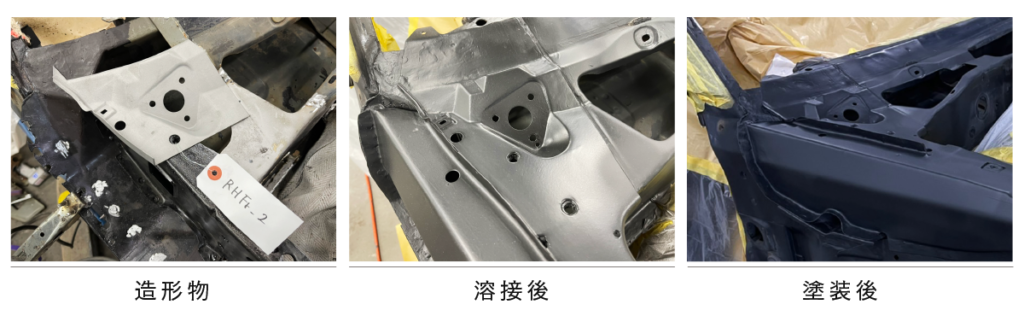
取り付け
柴田自動車様が造形物を車体へ溶接、その後塗装を行い、AM技術を絶版車のレストアに適用いたしました。
結果
パネルを金属3Dプリンターで造形することで、交換部品を在庫として持つことができるようになり、作業効率の向上によるレストアの短納期化を達成。
納期は従来比で約50%短縮、コストも従来比で約50%削減となりました。
また、レストアの短納期化により別業務への時間の確保が可能となり、
これからの開発業務にエンジニアの工数を割くこともできるようになりました。
関連記事 – 雑誌への記事掲載のお知らせ(金属3Dプリンターを使ったレストアについて)
– 新聞への記事掲載のお知らせ(金属3Dプリンターを使ったレストアについて)
3Dプリンターは、設計の自由度を大幅に拡大することや、試行期間を大幅に短縮することができる技術です。
大きな可能性を持ったこの3Dプリンター技術が、「モノづくりのあたりまえ」になっていく世界を実現するために、
私たちNTTデータ ザムテクノロジーズは絶えず挑戦し続けていきます。
(株)NTTデータ ザムテクノロジーズでは、
3Dプリンター、用途開発、受託製造、金属材料開発など、3Dプリンティングに関する質問やお問合せを受け付けております。