金属積層造形(金属AM)のプロセスを開発するときに考えないといけない項目はいくつかありますが、その中で今回は薄板についてお話させて頂きます。
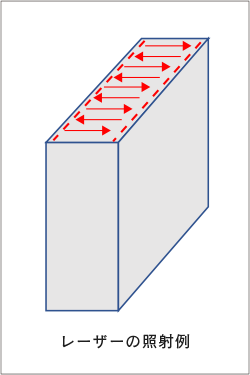
薄板と言っても何ミリを「薄板」とするかは業界によって異なると思いますが、弊社では1mm以下を「薄板」と呼ぶことが多いです。 薄板は照射面積が狭くなるため、単位面積あたりのエネルギー量が高くなってしまいます。その理由として一般的なレーザー照射は、ビードの冷却スピードを均一にするためにレーザーの折り返し幅を5~20mm毎に分けて照射します。
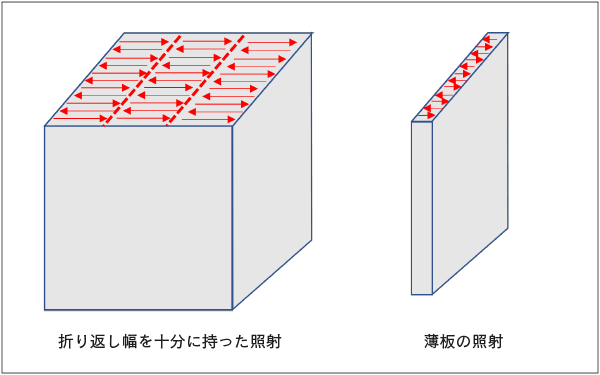
一般的な折り返し幅より極端に狭い薄板はビードの冷却が追い付かなくなり、余熱を持ったまま折り返してしまいます。 そのため薄板部は局部的に高い熱を有してしまいます。
その場合どういった現象が起こるかというと、メルトプール(溶融池)とよばれる溶融金属のたまりが大きくなり、CADで作成した寸法の肉厚よりも厚くなります。また金属は表面張力で球状になる性質を持っており、表面張力により高くなった形状は設定した積層厚より高くなります。場合によっては粉体材料を薄く敷き詰めるリコーターという機構に造形物が接触してしまい、途中で造形ができなくなることもあります。
下図は、折り返し幅を十分に持った造形物の照射パターンと一般的な折り返し幅より狭い薄板の照射パターンになります。 EOSの装置には、これらを照射パラメータにて同一条件になるような機能も有しており、安定した造形品質の提供が可能になっています。