スーパーインバー合金はFe-32Ni-5Co(数字は質量%)と表記される室温付近ではほとんど熱膨張が生じない合金です。そのため熱膨張を嫌う各種制御機器や精密計測機器などの分野に用いられています。
スーパーインバーの従来の製造方法は、板材や棒材の圧延や鍛造ですが、複雑な形状の製品を比較的短時間で製造できる付加価値製造技術、いわゆる3Dプリント技術が注目され、金属AM(金属3Dプリンター)での製造にも適用できるよう研究開発が盛んにおこなわれています。今回はスーパーインバーの積層造形の可能性を調査しました。
図1は、EOSの金属粉末積層造形機で造形したスーパーインバー積層造形体の断面写真です。欠陥がほとんどないことからスーパーインバーは緻密な積層造形が可能であることが分かります。
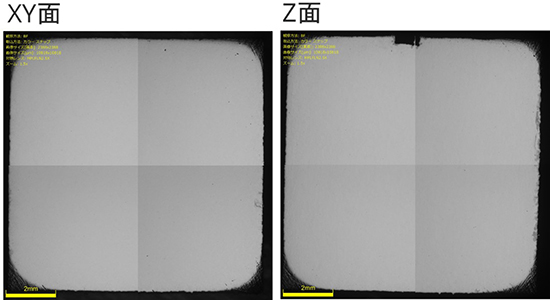 図1.スーパーインバー積層造形体の断面写真
図1.スーパーインバー積層造形体の断面写真
次に、造形まま材と熱処理材の熱機械分析(TMA)結果を示します。図2の造形まま材のTMA結果をみると、FCCからBCCへのMs点は-62.6℃であることが分かりました。従来の製造方法で造形されるスーパーインバーのMs点は-50℃であると言われているので、それより低い-62.6℃のMs点は使用可能な温度範囲が広がっていると言えます。
図3の熱処理材のTMA結果ではMs点が-77.5℃であることから、使用できる温度領域はさらに広くなり、AM材ならではの特性を示しました。
(熱機械分析: TMA / Thermomechanical Analysis
FCC: 面心立方格子構造
BCC: 体心立方格子構造
Ms点: マルテンサイト変態の開始温度)
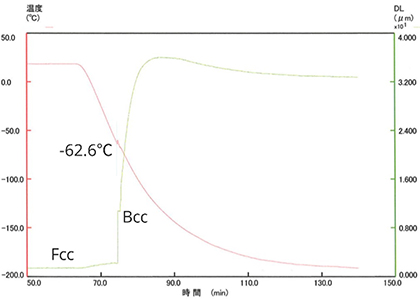 図2. スーパーインバーの造形まま材のTMA結果
図2. スーパーインバーの造形まま材のTMA結果
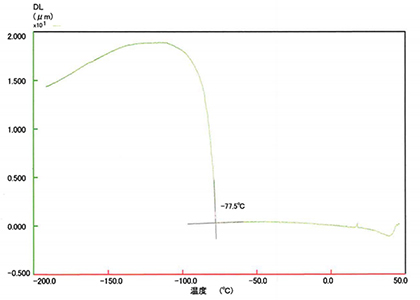 図3.スーパーインバーの熱処理材のTMA結果
図3.スーパーインバーの熱処理材のTMA結果
造形まま材と熱処理材の-20~+50℃間平均熱膨張係数を求めた結果を図4に示しています。造形まま材の熱膨張係数は高いですが、熱処理をすることによって熱膨張係数は低下し、きわめて低い熱膨張率を付与させることが可能だと分かりました。この低い熱膨張率が実現されるメカニズムの解明には至っていませんが、これから検証を行い解明していく予定です。
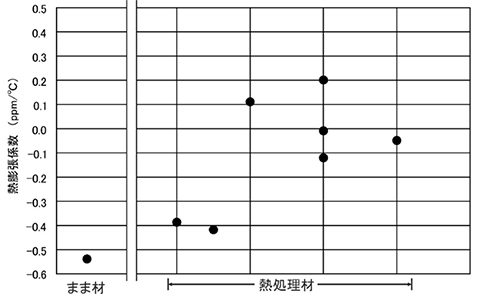 図4.熱膨張係数結果
図4.熱膨張係数結果